
BOSM -4014 विरोधी-हेड बोरिंग मिलिंग मशीन
1. यंत्राचा वापर:
BOSM- 6000*1000 फिक्स्ड-बीम सीएनसी गॅन्ट्री डबल-कॉलम हेड-टू-हेड बोरिंग आणि मिलिंग मशीन हे एक्साव्हेटर आर्म्स/स्टिक्सवर प्रक्रिया करण्यासाठी एक विशेष मशीन टूल आहे.उशी, वर्कपीसची जलद प्रक्रिया लक्षात घेऊ शकते, प्रभावी स्ट्रोक श्रेणीमध्ये वर्कपीस ड्रिल, मिल्ड आणि कंटाळवाणे केले जाऊ शकते, वर्कपीसवर एकाच वेळी प्रक्रिया केली जाऊ शकते (दुय्यम क्लॅम्पिंगची आवश्यकता नाही), लोडिंग आणि अनलोडिंग गती वेगवान आहे, पोझिशनिंग वेग वेगवान आहे आणि प्रक्रियेची अचूकता जास्त आहे.उच्च, उच्च प्रक्रिया कार्यक्षमता.
2.मशीन रचनावैशिष्ट्ये:
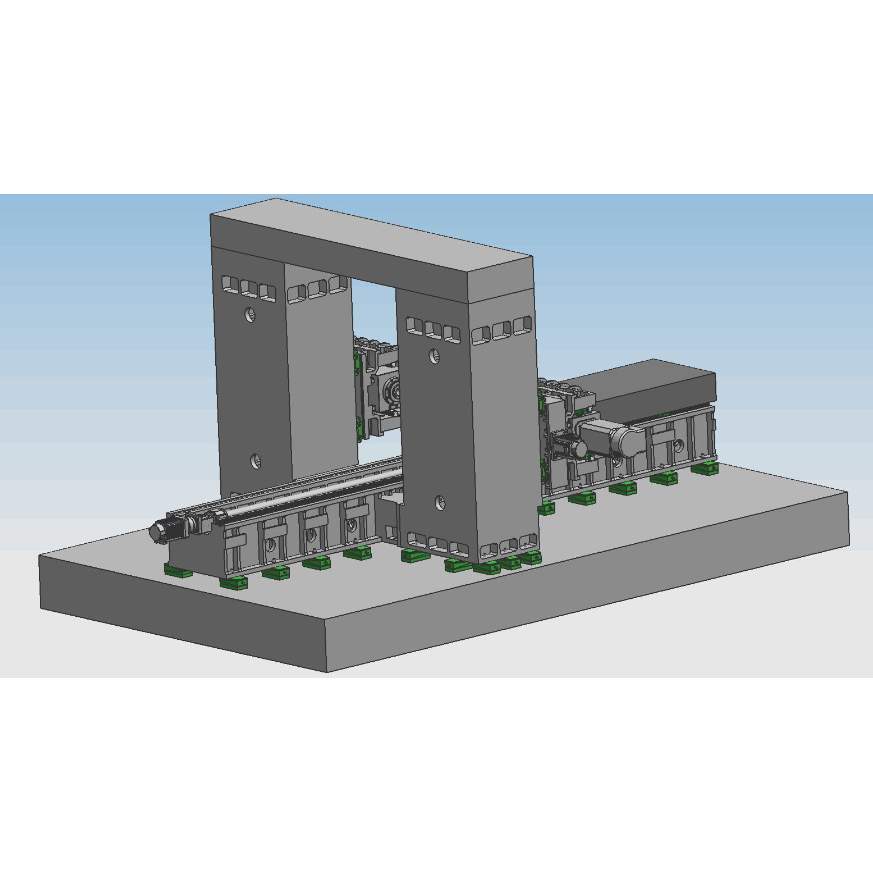
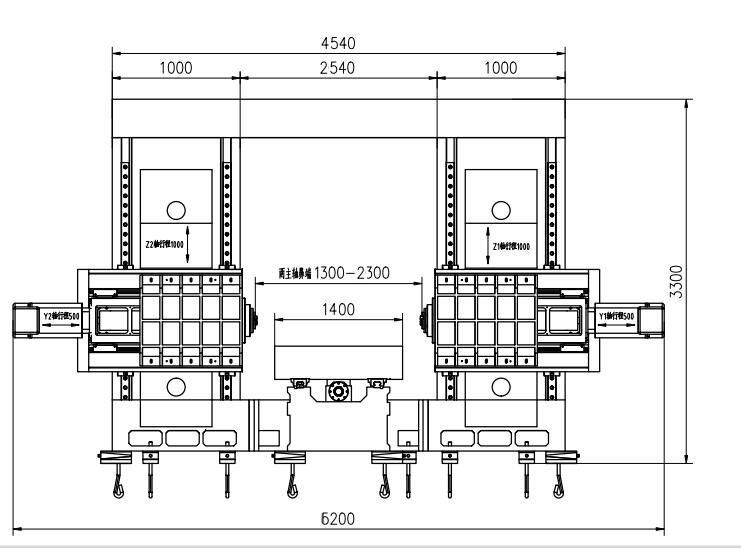
मशीन टूलचे मुख्य घटक: बेड, वर्कबेंच, डावे आणि उजवे कॉलम, बीम, गॅन्ट्री कनेक्टिंग बीम, सॅडल्स, रॅम इ., मोठे भाग रेझिन सॅन्ड मोल्डिंग, उच्च-गुणवत्तेचे राखाडी लोखंड 250 कास्टिंग, गरम मध्ये एनेल केलेले आहेत. वाळूचा खड्डा → कंपन वृद्धत्व → उष्णता उपचार फर्नेस अॅनिलिंग → कंपन वृद्धत्व → उग्र मशीनिंग → कंपन वृद्धत्व → हॉट फर्नेस अॅनिलिंग → कंपन वृद्धत्व → फिनिशिंग, भागांचा नकारात्मक ताण पूर्णपणे काढून टाका आणि भागांचे कार्यप्रदर्शन स्थिर ठेवा.निश्चित पलंग, डावा आणि उजवा स्तंभ, गॅन्ट्री आणि वर्कबेंच हलवा;यात मिलिंग, बोरिंग, ड्रिलिंग, काउंटरसिंकिंग, टॅपिंग इत्यादी कार्ये आहेत. टूल कूलिंग पद्धत बाह्य कूलिंग आहे.मशीन टूलमध्ये 5 फीड अक्ष असतात, जे 4-अक्ष लिंकेज आणि 5-अक्ष एकल-क्रिया ओळखू शकतात.2 पॉवर हेड आहेत.थेमशीन टूलचा अक्ष आणि पॉवर हेड खालील आकृतीत दाखवले आहेत.X


२.१.अक्षीय ट्रांसमिशन फीड भागाची मुख्य रचना
२.१.१.X-अक्ष:वर्कटेबल निश्चित पलंगाच्या मार्गदर्शक रेलच्या बाजूने पार्श्वभागी परस्पर बदलते.
X 1- axis drive: AC सर्वो मोटर प्लस हाय-प्रिसिजन प्लॅनेटरी रिड्यूसर बॉल स्क्रूद्वारे चालवले जाते ज्यामुळे X-अक्षाची रेषीय गती लक्षात येण्यासाठी वर्कबेंचची हालचाल चालविली जाते.
मार्गदर्शक रेल फॉर्म: दोन उच्च-शक्तीचे अचूक रेखीय मार्गदर्शक रेल घाला.
2.1.2 Z1 अक्ष:पॉवर हेड आणि खोगीर स्तंभाच्या पुढील बाजूस अनुलंब स्थापित केले आहेत आणि स्तंभ मार्गदर्शक रेलच्या बाजूने वर आणि खाली परस्पर आहेत.
Z1-अक्ष ट्रान्समिशन: AC सर्वो मोटर आणि सिंक्रोनस व्हीलचा वापर बॉल स्क्रू चालवण्याकरता झेड-अक्ष रेषीय गती लक्षात घेण्यासाठी खोगीर चालविण्यासाठी केला जातो.
2.1.3 Z2 अक्ष:पॉवर हेड आणि खोगीर स्तंभाच्या पुढील बाजूस अनुलंब स्थापित केले आहेत आणि स्तंभ मार्गदर्शक रेलच्या बाजूने वर आणि खाली परस्पर आहेत.
Z2-अक्ष ट्रान्समिशन: AC सर्वो मोटर आणि सिंक्रोनस व्हीलचा वापर बॉल स्क्रू चालवण्याकरता झेड-अक्ष रेषीय गती लक्षात घेण्यासाठी सॅडल चालविण्यासाठी केला जातो.
2.1.4 Y1 अक्ष:पॉवर हेड सॅडल उजव्या स्तंभाच्या पुढच्या बाजूला उभ्या स्थापित केले आहे आणि स्तंभ मार्गदर्शक रेलच्या बाजूने डावीकडे आणि उजवीकडे परस्पर बदलते.
Y1-अक्ष ट्रांसमिशन: AC सर्वो मोटर प्लस हाय-प्रिसिजन प्लॅनेटरी रिड्यूसरचा वापर Y1-अक्षाची रेषीय गती लक्षात घेण्यासाठी बॉल स्क्रूमधून जाण्यासाठी रॅम चालवण्यासाठी केला जातो.
2.1.5 Y2 अक्ष:पॉवर हेड सॅडल उजव्या स्तंभाच्या पुढील बाजूस अनुलंब स्थापित केले आहे, आणि स्तंभ मार्गदर्शक रेलच्या बाजूने डावीकडे आणि उजवीकडे परस्पर बदलते.
Y2-अक्ष ट्रान्समिशन: AC सर्वो मोटर प्लस हाय-प्रिसिजन प्लॅनेटरी रिड्यूसरचा वापर Y2- अक्ष रेषीय गती लक्षात घेण्यासाठी बॉल स्क्रूमधून जाण्यासाठी रॅम चालवण्यासाठी केला जातो.
२.२.ड्रिलिंग आणि मिलिंग पॉवर हेड (पॉवर हेड 1 आणि 2 सह) ची हालचाल दिशा चौरस रॅम स्ट्रक्चरचा अवलंब करते, सर्वात प्रगत वायर-हार्ड एकत्रित मार्गदर्शक रेल पद्धत, हार्ड रेल मजबूत सपोर्टने वेढलेली असते, 4 रेखीय रोलर मार्गदर्शक रेल जोड्या मार्गदर्शित केल्या जातात आणि ड्राइव्ह एसी सर्वो मोटरचा अवलंब करते सिंक्रोनस बेल्ट (i=2) आणि अचूक बॉल स्क्रू ट्रांसमिशन ड्राइव्ह करा, पॉवर हेड सिंक्रोनस बेल्ट आणि सिंक्रोनस व्हीलद्वारे वेग कमी करण्यासाठी सर्वो मोटरचा अवलंब करते, हेवी-ड्यूटी अचूकतेद्वारे मार्गदर्शन केले जाते. गाईड रेल जोडी, आणि उभ्या बॉल स्क्रूला फिरवायला चालवते, पॉवर हेड वर आणि खाली उभ्या हालचाली करा आणि स्क्रू आणि सर्वो मोटरवरील मशीन हेडची बेअरिंग क्षमता कमी करण्यासाठी नायट्रोजन बॅलन्स बारसह सुसज्ज आहे.Z-axis मोटरमध्ये स्वयंचलित ब्रेक फंक्शन आहे.पॉवर अयशस्वी झाल्यास, स्वयंचलित ब्रेक मोटर शाफ्टला घट्ट धरून ठेवेल., जेणेकरून ते फिरू शकत नाही.काम करताना, जेव्हा ड्रिल बिट वर्कपीसला स्पर्श करत नाही, तेव्हा ते वेगाने फीड करेल;जेव्हा ड्रिल बिट वर्कपीसला स्पर्श करते, तेव्हा ते स्वयंचलितपणे कार्यरत फीडवर स्विच होईल.जेव्हा ड्रिल बिट वर्कपीसमध्ये प्रवेश करते, तेव्हा ते स्वयंचलितपणे जलद रिवाइंडवर स्विच होईल;जेव्हा ड्रिल बिटचा शेवट वर्कपीस सोडतो आणि सेट स्थितीत पोहोचतो, तेव्हा वर्कटेबल स्वयंचलित अभिसरण लक्षात येण्यासाठी पुढील छिद्र स्थितीत जाईल.पॉवर हेड वायर आणि हार्ड रेलच्या संयोजनाचा अवलंब करते, जे केवळ उपकरणांच्या धावण्याची गती सुनिश्चित करत नाही तर उपकरणांची कडकपणा देखील वाढवते.आणि ते ब्लाइंड होल ड्रिलिंग, मिलिंग, चेम्फेरिंग, चिप ब्रेकिंग, स्वयंचलित चिप काढणे इत्यादी कार्ये लक्षात घेऊ शकते, ज्यामुळे श्रम उत्पादकता सुधारते.

(डावीकडे पॉवर हेड)
२.३.चिप काढणे आणि थंड करणे
वर्कबेंचच्या खाली दोन्ही बाजूंना सर्पिल आणि सपाट चेन चिप कन्व्हेयर स्थापित केले आहेत आणि सभ्य उत्पादन लक्षात येण्यासाठी स्पायरल आणि चेन प्लेट्सच्या दोन टप्प्यांतून चिप्स आपोआप चिप कन्व्हेयरमध्ये सोडल्या जाऊ शकतात.चिप कन्व्हेयरच्या कूलंट टँकमध्ये एक शीतलक पंप आहे, जो ड्रिल बिटचे ड्रिलिंग कार्यप्रदर्शन आणि सेवा आयुष्य सुनिश्चित करण्यासाठी टूलच्या बाह्य कूलिंगसाठी वापरला जाऊ शकतो आणि कूलंटचा पुनर्वापर केला जाऊ शकतो.
3.संपूर्ण डिजिटल अंकीय नियंत्रण प्रणाली:
3.1.चिप ब्रेकिंग फंक्शनसह, चिप ब्रेकिंग टाइम आणि चिप ब्रेकिंग सायकल मॅन-मशीन इंटरफेसवर सेट केली जाऊ शकते.
3.2.टूल लिफ्टिंग फंक्शनसह, टूल लिफ्टिंगची उंची मॅन-मशीन इंटरफेसवर सेट केली जाऊ शकते.जेव्हा ड्रिलिंग या उंचीवर पोहोचते, तेव्हा ड्रिल बिट त्वरीत वर्कपीसच्या शीर्षस्थानी उचलला जातो आणि नंतर चिप्स फेकल्या जातात आणि नंतर ड्रिलिंग पृष्ठभागावर जलद अग्रेषित केल्या जातात आणि आपोआप कामात रूपांतरित होतात.
3.3.केंद्रीकृत ऑपरेशन कंट्रोल बॉक्स आणि हँडहेल्ड युनिट संख्यात्मक नियंत्रण प्रणालीचा अवलंब करतात आणि यूएसबी इंटरफेस आणि एलसीडी लिक्विड क्रिस्टल डिस्प्लेने सुसज्ज आहेत.प्रोग्रामिंग, स्टोरेज, डिस्प्ले आणि कम्युनिकेशन सुलभ करण्यासाठी, ऑपरेशन इंटरफेसमध्ये मॅन-मशीन संवाद, त्रुटी भरपाई आणि स्वयंचलित अलार्म सारखी कार्ये आहेत.
3.4.उपकरणांमध्ये प्रक्रिया करण्यापूर्वी भोक स्थितीचे पूर्वावलोकन आणि पुन्हा तपासणी करण्याचे कार्य आहे आणि ऑपरेशन अतिशय सोयीचे आहे.
4.स्वयंचलित स्नेहन
मशीन टूल अचूक रेखीय मार्गदर्शक रेल जोड्या, अचूक बॉल स्क्रू जोड्या आणि इतर उच्च-परिशुद्धता मोशन जोड्या स्वयंचलित वंगण प्रणालीसह सुसज्ज आहेत.स्वयंचलित स्नेहन पंप प्रेशर ऑइल आउटपुट करतो आणि परिमाणात्मक वंगण तेल चेंबर तेलात प्रवेश करतो.ऑइल चेंबर तेलाने भरल्यानंतर, जेव्हा सिस्टम प्रेशर 1.4-1.75Mpa पर्यंत वाढतो, तेव्हा सिस्टममधील प्रेशर स्विच बंद होतो, पंप थांबतो आणि त्याच वेळी अनलोडिंग वाल्व अनलोड होतो.जेव्हा रस्त्यावर तेलाचा दाब 0.2Mpa पेक्षा कमी होतो, तेव्हा परिमाणवाचक वंगण वंगण बिंदू भरण्यास सुरवात करतो आणि एक तेल भरणे पूर्ण करतो.परिमाणात्मक तेल इंजेक्टरच्या अचूक तेल पुरवठ्यामुळे आणि सिस्टम प्रेशर ओळखल्यामुळे, तेल पुरवठा विश्वासार्ह आहे, प्रत्येक किनेमॅटिक जोडीच्या पृष्ठभागावर एक तेल फिल्म आहे याची खात्री करून, घर्षण आणि पोशाख कमी करते आणि नुकसान टाळते. अतिउष्णतेमुळे होणारी अंतर्गत रचना., मशीन टूलची अचूकता आणि आयुष्य सुनिश्चित करण्यासाठी.स्लाइडिंग मार्गदर्शक रेल जोडीच्या तुलनेत, या मशीन टूलमध्ये वापरल्या जाणार्या रोलिंग रेखीय मार्गदर्शक रेल जोडीचे अनेक फायदे आहेत:
① गती संवेदनशीलता जास्त आहे, रोलिंग मार्गदर्शक रेलचे घर्षण गुणांक लहान आहे, फक्त 0.0025~ 0.01, आणि ड्रायव्हिंग पॉवर मोठ्या प्रमाणात कमी झाली आहे, जी सामान्य मशीनरीच्या फक्त 1/10 च्या समतुल्य आहे.
② डायनॅमिक आणि स्टॅटिक घर्षण मधील फरक फारच लहान आहे, आणि फॉलो-अप कामगिरी उत्कृष्ट आहे, म्हणजेच, ड्रायव्हिंग सिग्नल आणि यांत्रिक क्रिया यांच्यातील वेळ मध्यांतर अत्यंत लहान आहे, जे प्रतिसादाची गती आणि संवेदनशीलता सुधारण्यासाठी अनुकूल आहे. संख्यात्मक नियंत्रण प्रणाली.
③हे हाय-स्पीड रेखीय गतीसाठी योग्य आहे आणि त्याचा तात्काळ वेग स्लाइडिंग मार्गदर्शक रेलच्या तुलनेत सुमारे 10 पट जास्त आहे.
④ हे गॅपलेस हालचाल ओळखू शकते आणि यांत्रिक प्रणालीच्या हालचालीची कडकपणा सुधारू शकते.
⑤व्यावसायिक निर्मात्यांद्वारे उत्पादित, यात उच्च सुस्पष्टता, चांगली अष्टपैलुत्व आणि सुलभ देखभाल आहे.

5.मशीन वापर वातावरण:
वीज पुरवठा: थ्री-फेज AC380V ± 10%, 50Hz ± 1 सभोवतालचे तापमान: 0 ° ~ 45 °
पाच, मुख्य तांत्रिक मापदंड:


| मॉडेल | BOSM4014 | |
| कमाल प्रक्रिया वर्कपीस आकार | लांबी × रुंदी × उंची (मिमी) 4000 × 1600 × 1000 | |
| गॅन्ट्री जास्तीत जास्त फीड | रुंदी (मिमी) | 2300 |
| कार्यरत टेबल आकार | लांबी X रुंदी (मिमी) | 4000*1400 |
|
क्षैतिज रॅम प्रकार ड्रिलिंग हेड पॉवर हेड एक दोन
| प्रमाण (2) | 2 |
| स्पिंडल बारीक मेणबत्ती | BT50 | |
| ड्रिलिंग व्यास (मिमी) | Φ2-Φ60 | |
| टॅपिंग व्यास (मिमी) | M3-M30 | |
| मिलिंग कटर डिस्क व्यास (मिमी) | 300 | |
| स्पिंडल गती (r/min) | ३०~६००० | |
| सर्वो स्पिंडल मोटर पॉवर (kw) | 37 | |
| स्पिंडल नाक टेबल सेंटरपासून अंतर (मिमी) | 650-1150 | |
| एकाच रॅमचा डावा आणि उजवा स्ट्रोक (मिमी) | ५०० | |
| रॅमच्या मध्यभागी आणि टेबलच्या प्लेनमधील अंतर (मिमी) | 200-1400 | |
| रॅमचा वर आणि खाली स्ट्रोक (मिमी) | १२०० | |
| पुनरावृत्तीक्षमता | 300 मिमी * 300 मिमी | ±0.02 |
| मशीन टूलचे परिमाण | लांबी × रुंदी × उंची (मिमी) | रेखाचित्रांनुसार |
| एकूण वजन (टी) | (अंदाजे) 36 | |

वरील पॅरामीटर्स हे प्राथमिक डिझाइन पॅरामीटर्स आहेत.वास्तविक डिझाइनमध्ये, वर्कपीसच्या प्रक्रियेच्या आवश्यकता आणि मशीन टूलच्या डिझाइन आवश्यकतांनुसार बदल होऊ शकतात, जेणेकरून तुमच्या कंपनीच्या प्रक्रिया भागांच्या गरजा पूर्ण करता येतील.






