
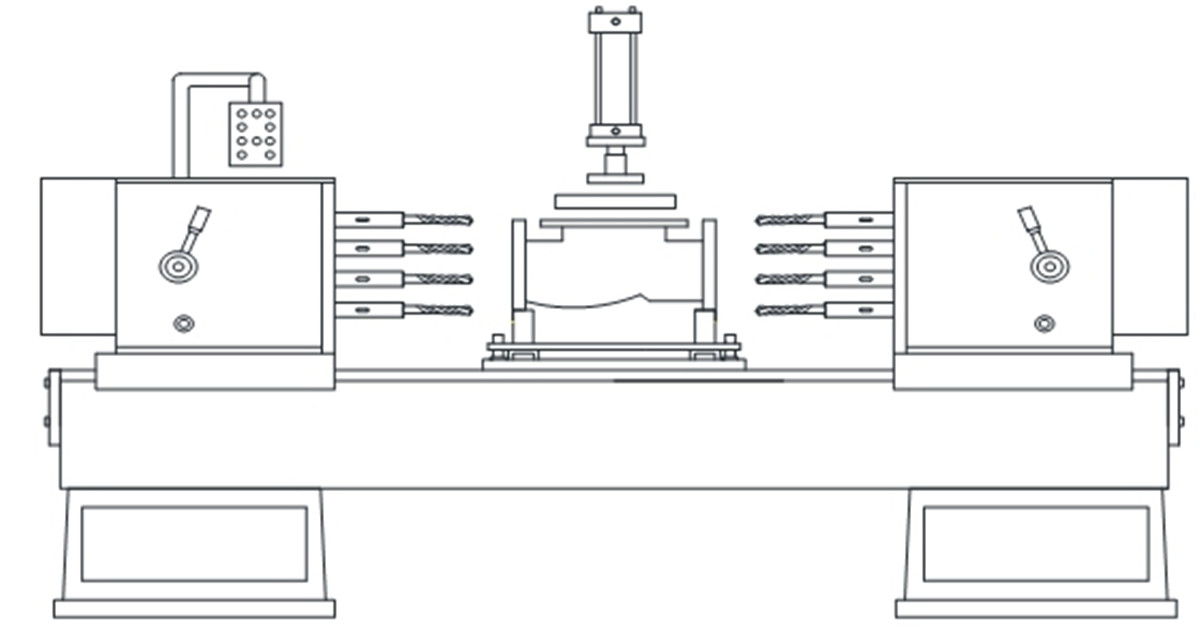
दोन बाजू ड्रिलिंग मशीन

प्रक्रिया स्थिती आणि अचूकता: रेखांकनांच्या तांत्रिक आवश्यकता पूर्ण करण्यासाठी व्हॉल्व्ह बॉडीच्या दोन्ही टोकांना फ्लॅंज छिद्रांवर प्रक्रिया करणे
भागांची सामग्री: कास्ट स्टील
मशीनची रचना: हे मशीन एक क्षैतिज हायड्रॉलिक टू साइड-ड्रिलिंग मशीन आहे.डावे आणि उजवे हेड हायड्रॉलिक मोबाइल स्लाइडिंग टेबल गियर बॉक्सने बनलेले आहेत आणि मध्यभागी वर्कटेस्ट आणि हायड्रॉलिक फिक्स्चरचे बनलेले आहे.मशीन पूर्ण संरक्षण, स्वयंचलित चिप कन्व्हेयर, वॉटर कूलिंग आणि स्वतंत्र इलेक्ट्रिकल कॅबिनेट, हायड्रॉलिक स्टेशन, सेंट्रलाइज्ड स्नेहन उपकरण इत्यादींनी सुसज्ज आहे. वर्कपीस मॅन्युअली उचलली जाते आणि हायड्रॉलिकली क्लॅम्प केली जाते.तपशीलांसाठी योजनाबद्ध यंत्रणा पहा.
वर्कपीस प्रक्रिया मानक प्रक्रिया:
मशीन एक-वेळ पोझिशनिंग प्रोसेसिंग आहे, एका वेळी एक तुकडा, आणि मागील प्रक्रियेमध्ये इन्स्टॉलेशन पोझिशनिंग संदर्भ म्हणून संदर्भ पृष्ठभागावर प्रक्रिया करणे आवश्यक आहे.
मानक प्रक्रिया अशी आहे: वर्कपीस साफ करा→ टूलींगमध्ये प्रक्रिया करण्यासाठी वर्कपीस ठेवा→ वर्कपीस हायड्रॉलिकली क्लॅम्प करा, वर्क स्लाईडचे दोन संच जलद अग्रेषित आणि आक्रमण केले जाऊ शकतात आणि दोन संच समक्रमित केले जाऊ शकतात किंवा टप्प्याटप्प्याने प्रक्रिया केली जाऊ शकतात.
मूळ स्थितीकडे माघार घ्या-हायड्रॉलिक रिलीज-मॅन्युअल लोडिंग आणि अनलोडिंग→पुढील सायकलमध्ये प्रवेश करा.
मुख्य मशीन पॅरामीटर्स
| मॉडेल | HD-Z200BY |
| वीज पुरवठा (व्होल्टेज / वारंवारता) | 380V/50HZ |
| Max.Axis Travel(mm) | ३८० |
| ड्रिल पाईप गती (r/min) | 270 360 |
| ड्रिल पाईप स्थापना (राष्ट्रीय मानक) | मोहस क्रमांक २ |
| योग्य ड्रिल (मिमी) | 8-23 |
| ड्रिलिंग होल अंतर त्रुटी (मिमी) | ०.१ |
| मशीनिंग होल व्यास (मिमी) | ६०-२९५ |
| मि.वर्किंग होलसाठी योग्य मध्य अंतर (मिमी) | 36 |
| टूलिंग फॉर्म | हायड्रॉलिक क्लॅम्पिंग |
| फीड फॉर्म | हायड्रॉलिक फीड |
| ड्रिलिंग मोटर पॉवर | 2×5.5KW |
| फीड गती | स्टेपलेस वेगाचे नियमन |
मुख्य वैशिष्ट्ये
(1) हे मशीन Huadian PLC कंट्रोलरसह काम करते, ते अनेक प्रक्रियांसाठी काम करू शकते, उदाहरणार्थ, एंड फेस होल, मध्यभागी छिद्र, बोअर-होल आणि स्फेअर, शक्तिशाली कार्य आणि सोपे ऑपरेशन.
(२) फीड स्लाइडिंग टेबल मार्गदर्शिका उच्च दर्जाचे राखाडी कास्ट आयर्न, ट्रफ रफ कास्टिंग, टेम्परिंग आणि एजिंग ट्रीटमेंट तीन पटीने वापरते.अवशिष्ट अंतर्गत ताण पूर्णपणे काढून टाका, मार्गदर्शक मार्गाची पृष्ठभाग सुपर ऑडिओ क्वेंचिंगचा अवलंब करते आणि कठोरता HRC55 पर्यंत आहे.अचूकता, कडकपणा, स्थिरता सुनिश्चित करण्यासाठी उच्च परिशुद्धता मार्गदर्शक मार्ग ग्राइंडिंग प्रक्रियेद्वारे.
(३) ट्रान्समिशन भाग मशीन ड्राइव्ह स्थिर ठेवण्यासाठी, अंतर दूर करण्यासाठी अचूक बॉल स्क्रू आणि इंटरपोलेशनचा अवलंब करतो.
(4) पॉवर हेड शक्तिशाली मोटरसह थ्री-स्टेज मॅन्युअल स्पीड चेंजसह सुसज्ज आहे, कमी गती परंतु उच्च टॉर्क मिळवू शकते, हेवी कटिंग लोड सहन करू शकते, प्रक्रिया कार्यक्षमता सुधारू शकते.
(5) कार्यक्षमतेत सुधारणा करण्यासाठी आणि श्रम तीव्रता कमी करण्यासाठी कार्यरत उपकरणे हायड्रॉलिक दाब-स्वयंचलित क्लॅम्पिंगचा अवलंब करतात.
(6) मशीन केंद्रीकृत स्नेहन अवलंबते, हे सुनिश्चित करण्यासाठी की प्रत्येक हलत्या भागांचे पूर्ण वंगण मशीन टूल्सचे सेवा जीवन सुधारते.


