टॉप सप्लायर्स चायना हेवी ड्युटी लेथ मशीन मेटलर्जी रोल सिलेंडर टर्निंगसाठी ग्राइंडिंग व्हीलसह
“उच्च दर्जाचे, त्वरित वितरण, स्पर्धात्मक किंमत” मध्ये टिकून राहून, आम्ही आता परदेशातील आणि देशांतर्गत ग्राहकांसह दीर्घकालीन सहकार्य प्रस्थापित केले आहे आणि ग्राइंडिंग व्हीलसह टॉप सप्लायर्स चायना हेवी ड्यूटी लेथ मशीनसाठी नवीन आणि जुन्या ग्राहकांच्या भरीव टिप्पण्या मिळवल्या आहेत. टर्निंग मेटॅलर्जी रोल सिलिंडरसाठी, आम्ही सर्व उत्सुक खरेदीदारांना आमच्या वेब पृष्ठावर जाण्यासाठी आमंत्रित करतो किंवा अधिक माहितीसाठी आम्हाला त्वरित कॉल करतो.
"उच्च गुणवत्ता, त्वरित वितरण, स्पर्धात्मक किंमत" मध्ये टिकून राहून, आम्ही आता परदेशातील आणि देशांतर्गत ग्राहकांसोबत दीर्घकालीन सहकार्य प्रस्थापित केले आहे आणि यासाठी नवीन आणि जुन्या ग्राहकांच्या भरीव टिप्पण्या मिळवल्या आहेत.चायना सीएनसी लेथ, क्षैतिज लेथ मशीन, सानुकूल ऑर्डर भिन्न गुणवत्ता ग्रेड आणि ग्राहकांच्या विशिष्ट डिझाइनसह स्वीकार्य आहेत. आम्ही जगभरातील ग्राहकांकडून दीर्घ मुदतीसह व्यवसायात चांगले आणि यशस्वी सहकार्य प्रस्थापित करण्यास उत्सुक आहोत.
ऑटोमोबाईल एक्सल तंत्रज्ञान विश्लेषण

ऑटोमोबाईल एक्सल
अंडरकॅरेज (फ्रेम) च्या दोन्ही बाजूंना चाके असलेल्या एक्सलला एकत्रितपणे ऑटोमोबाईल एक्सल असे संबोधले जाते आणि ड्रायव्हिंग क्षमता असलेल्या एक्सलला सामान्यतः एक्सल म्हणतात. एक्सल (एक्सल) च्या मध्यभागी ड्राइव्ह आहे की नाही हा या दोघांमधील मुख्य फरक आहे. या पेपरमध्ये, ड्राइव्ह युनिटसह ऑटोमोबाईल एक्सलला ऑटोमोबाईल एक्सल म्हटले जाते आणि फरक दर्शविण्यासाठी ड्राइव्ह नसलेल्या वाहनाला ऑटोमोबाईल एक्सल म्हटले जाते.
लॉजिस्टिक्स आणि वाहतुकीच्या वाढत्या मागणीसह, व्यावसायिक वाहतूक आणि विशेष ऑपरेशन्समध्ये ऑटोमोबाईल एक्सल, विशेषत: ट्रेलर आणि सेमी-ट्रेलर्सची श्रेष्ठता अधिकाधिक स्पष्ट होत आहे आणि बाजाराची मागणी लक्षणीय वाढली आहे.
हे तंत्रज्ञान एक्सलच्या मशीनिंग प्रक्रियेचे विश्लेषण करते, ग्राहकांना अधिक योग्य सीएनसी मशीन निवडण्यात मदत करण्याची आशा आहे.


ऑटोमोबाईल एक्सल वर्गीकरण:
ब्रेकच्या प्रकारानुसार एक्सलचे प्रकार वेगळे आहेत आणि त्यात विभागलेले आहेत: डिस्क ब्रेक एक्सल, ड्रम ब्रेक एक्सल इ.
शाफ्ट व्यासाच्या संरचनेच्या आकारानुसार, ते विभागले गेले आहे: अमेरिकन एक्सल, जर्मन एक्सल; इ.
आकार आणि संरचनेनुसार, ते विभागले गेले आहे:
संपूर्ण: सॉलिड स्क्वेअर ट्यूब एक्सल, पोकळ स्क्वेअर ट्यूब एक्सल, पोकळ गोल एक्सल;
स्प्लिट बॉडी: शाफ्ट हेड + पोकळ शाफ्ट ट्यूब वेल्डिंग.
एक्सलच्या प्रक्रिया सामग्रीपासून, घन आणि पोकळ धुरा प्रक्रिया उपकरणांच्या निवडीशी संबंधित आहेत.
संपूर्ण धुरा (घन आणि पोकळ; चौरस ट्यूब आणि गोल ट्यूबमध्ये देखील विभाजित) आणि स्प्लिट एक्सल (घन आणि पोकळ शाफ्ट हेड + पोकळ शाफ्ट ट्यूब वेल्डिंग) च्या उत्पादन प्रक्रियेचे विश्लेषण खालीलप्रमाणे आहे, विशेषतः, मशीनिंग प्रक्रिया अधिक योग्य मशीन निवडण्यासाठी विश्लेषण केले जाते.
ऑटोमोबाईल एक्सलसाठी उत्पादन प्रक्रिया आणि मशीन:
1. एकूणच एक्सलची पारंपारिक उत्पादन प्रक्रिया:

वरील एक्सल उत्पादन प्रक्रियेतून, मशीनिंग पूर्ण करण्यासाठी कमीतकमी तीन प्रकारच्या मशीन टूल्सची आवश्यकता आहे: मिलिंग मशीन किंवा दुहेरी बाजूचे बोरिंग मशीन, सीएनसी लेथ, ड्रिलिंग आणि मिलिंग मशीन आणि सीएनसी लेथला फिरवणे आवश्यक आहे (काही ग्राहकांना डबल-हेड सीएनसी लेथ निवडले). थ्रेड प्रक्रियेबद्दल, जर शाफ्टचा व्यास quenched असेल, तर तो quenching नंतर प्रक्रिया केली जाते; शमन नसल्यास, OP2 आणि OP3 मध्ये प्रक्रिया केली जाते आणि OP4 आणि OP5 अनुक्रम मशीन टूल्स वगळले जातात.

नवीन उत्पादन प्रक्रियेतून, मशिनिंगसाठी वापरले जाणारे मिलिंग मशीन (सॉलिड एक्सल) किंवा दुहेरी बाजूचे बोरिंग मशीन (पोकळ एक्सल) अधिक सीएनसी लेथ, पारंपारिक OP1 मिलिंग, OP2, OP3 टर्निंग सीक्वेन्स आणि अगदी OP5 ड्रिलिंग आणि मिलिंग हे बदलले जाऊ शकते. डबल-एंड CNC लेथ OP1 द्वारे.
घन अक्षांसाठी जेथे शाफ्टच्या व्यासाला शमन करणे आवश्यक नसते, सर्व मशीनिंग सामग्री एकाच सेटअपमध्ये पूर्ण केली जाऊ शकते, ज्यामध्ये मिलिंग की ग्रूव्ह आणि ड्रिलिंग रेडियल होल समाविष्ट आहेत. पोकळ अक्षांसाठी जेथे शाफ्ट व्यासास शमन करणे आवश्यक नसते, स्वयंचलित रूपांतरण क्लॅम्पिंग मानक मशीन टूलमध्ये लक्षात येऊ शकते आणि मशीनिंग सामग्री एका मशीन टूलद्वारे पूर्ण केली जाऊ शकते.
दुहेरी-एंड एक्सल स्पेशल सीएनसी लेथ्स मशिन करण्यासाठी एक्सेल निवडा ज्यामुळे मशीनिंग मार्ग लक्षणीयरीत्या लहान होतो आणि निवडलेल्या मशीन टूल्सचा प्रकार आणि प्रमाण देखील कमी केले जाईल.
3. स्प्लिट एक्सल उत्पादन प्रक्रिया:

वरील प्रक्रियेतून, वेल्डिंगपूर्वी एक्सल ट्यूबची प्रक्रिया उपकरणे दुहेरी-एंड सीएनसी लेथ म्हणून देखील निवडली जाऊ शकतात. वेल्डिंगनंतर एक्सलच्या प्रक्रियेसाठी, डबल-एंड एक्सलसाठी विशेष सीएनसी लेथ ही पहिली पसंती असावी: दोन्ही टोकांवर एकाच वेळी प्रक्रिया, उच्च प्रक्रिया कार्यक्षमता आणि चांगली मशीनिंग अचूकता. एक्सलच्या दोन्ही टोकांवरील की-वे आणि रेडियल होल मशीन करणे आवश्यक असल्यास, त्यानंतरच्या की-वे आणि रेडियल होलवर एकत्रितपणे प्रक्रिया करण्यासाठी मशीनला पॉवर टूल होल्डर देखील सुसज्ज केले जाऊ शकते.
4. नवीन प्रक्रिया निवड मशीनचा फायदा आणि वैशिष्ट्य:
1) प्रक्रियेची एकाग्रता, वर्कपीस क्लॅम्पिंगची वेळ कमी करणे, सहायक प्रक्रियेची वेळ कमी करणे, दोन्ही टोकांवर एकाचवेळी प्रक्रिया तंत्रज्ञान वापरणे, उत्पादन कार्यक्षमता लक्षणीयरीत्या सुधारली आहे.
2) एकवेळ क्लॅम्पिंग, दोन्ही टोकांवर एकाच वेळी प्रक्रिया केल्याने एक्सलची मशीनिंग अचूकता आणि समाक्षीयता सुधारते.
3) उत्पादन प्रक्रिया लहान करा, उत्पादन साइटवरील भागांची उलाढाल कमी करा, साइटच्या वापराची कार्यक्षमता सुधारा आणि उत्पादनाची संघटना आणि व्यवस्थापन सुधारण्यास मदत करा.
4) उच्च-कार्यक्षमतेच्या प्रक्रिया उपकरणांच्या वापरामुळे, ते लोडिंग आणि अनलोडिंग डिव्हाइसेस आणि स्टोरेज डिव्हाइसेससह पूर्णपणे स्वयंचलित उत्पादन साध्य करण्यासाठी आणि मजुरीचा खर्च कमी करण्यासाठी सुसज्ज केले जाऊ शकते.
5) वर्कपीस इंटरमीडिएट पोझिशनवर क्लॅम्प केलेले आहे, क्लॅम्पिंग विश्वासार्ह आहे आणि मशीन टूलच्या कटिंगसाठी आवश्यक टॉर्क पुरेसे आहे आणि मोठ्या प्रमाणात वळण करता येते.
6) मशीन टूल स्वयंचलित डिटेक्शन डिव्हाइससह सुसज्ज केले जाऊ शकते, विशेषत: पोकळ एक्सलसाठी, जे मशीनिंगनंतर एक्सलची एकसमान जाडी सुनिश्चित करू शकते.
7) पोकळ एक्सलसाठी, जेव्हा OP1 सिक्वेन्सरच्या दोन्ही टोकांना आतील छिद्रे पूर्ण होतात, तेव्हा पारंपारिक ग्राहक क्लॅम्प वाढवण्यासाठी एक टोक वापरतो आणि वळणासाठी वर्कपीस घट्ट करण्यासाठी टेलस्टॉकचा वापर करतो, परंतु आकार आतील छिद्र वेगळे आहे. लहान आतील छिद्रासाठी, घट्ट कडकपणा अपुरा आहे, शीर्ष घट्ट करणारा टॉर्क अपुरा आहे आणि कार्यक्षम कटिंग पूर्ण होऊ शकत नाही..
नवीन डबल-फेस लेथसाठी, पोकळ एक्सल, जेव्हा वाहनाच्या दोन्ही टोकांना आतील छिद्रे पूर्ण होतात, तेव्हा मशीन आपोआप क्लॅम्पिंग मोड स्विच करते: दोन टोकांचा वापर वर्कपीस घट्ट करण्यासाठी केला जातो आणि मधला ड्राइव्ह वर्कपीस फ्लोट करतो. टॉर्क प्रसारित करण्यासाठी.
8) अंगभूत हायड्रॉलिक क्लॅम्पिंग वर्कपीससह हेडस्टॉक मशीनच्या Z दिशेने हलविले जाऊ शकते. ग्राहक आवश्यकतेनुसार मधल्या चौकोनी नळी (गोलाकार नळी), तळाच्या प्लेटची स्थिती आणि एक्सलच्या शाफ्ट व्यासाची स्थिती धारण करू शकतो.
5. निष्कर्ष:
वरील परिस्थिती लक्षात घेता, मशीन ऑटोमोबाईल एक्सलसाठी डबल-एंड सीएनसी लेथचा वापर पारंपारिक प्रक्रियेपेक्षा लक्षणीय फायदे आहे. हे एक प्रगत उत्पादन तंत्रज्ञान आहे जे उत्पादन प्रक्रिया आणि मशीनच्या संरचनेच्या दृष्टीने पारंपारिक मशीन टूल्सची जागा घेऊ शकते.
च्या मधला विभाग
6.Axle ग्राहक केस

विशेष डबल-एंड एक्सल सीएनसी लेथ परिचय
एक्सल प्रोसेसिंग रेंज: ∮50-200mm, □50-150mm, प्रोसेसिंग लांबी: 1000-2800mm
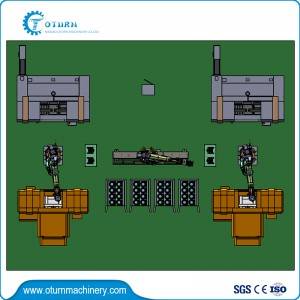
मशीनची रचना आणि कार्यप्रदर्शन परिचय
मशिन टूल 45°स्लँट बेड लेआउटचा अवलंब करते, ज्यामध्ये चांगली कडकपणा आणि सहज चिप इव्हॅक्युएशन आहे. इंटरमीडिएट ड्राईव्ह क्लॅम्पिंग फंक्शनसह हेडस्टॉक बेडच्या मध्यभागी व्यवस्थित केले जाते आणि स्पिंडल बॉक्सच्या दोन्ही बाजूंना दोन टूल होल्डरची व्यवस्था केली जाते. मशीनची किमान क्लॅम्पिंग लांबी 1200 मिमी आणि कमाल मशीनिंग लांबी 2800 मिमी आहे. रोलिंग मार्गदर्शकाचा अवलंब केला जातो, आणि प्रत्येक सर्वो फीड शाफ्ट उच्च-निःशब्द बॉल स्क्रू स्वीकारतो आणि लवचिक कपलिंग थेट जोडलेले असते, आणि आवाज कमी असतो, स्थिती अचूकता आणि पुनरावृत्तीची अचूकता जास्त असते.
■ मशीन दोन-चॅनेल नियंत्रण प्रणालीसह सुसज्ज आहे. भागाच्या दोन टोकांचे एकाचवेळी किंवा अनुक्रमिक मशीनिंग पूर्ण करण्यासाठी दोन टूल धारक एकाच वेळी किंवा स्वतंत्रपणे स्पिंडलशी जोडले जाऊ शकतात.
■ मशीन दुहेरी हेडस्टॉक्सने सुसज्ज आहे. मुख्य हेडस्टॉक बेडच्या मध्यभागी निश्चित केले आहे आणि सर्वो मोटर दात असलेल्या पट्ट्याद्वारे मुख्य शाफ्टला वीज पुरवते. सब-स्पिंडल बॉक्स मशीन टूलच्या खालच्या मार्गदर्शिका रेलवर स्थापित केला आहे, मुख्य स्पिंडल बॉक्ससह कोएक्सियल आहे आणि भाग लोड करणे आणि अनलोड करणे सुलभ करण्यासाठी सर्वो मोटरद्वारे अक्षीयपणे हलविले जाऊ शकते आणि विविध क्लॅम्पिंग समायोजित करणे सोयीचे आहे. पोझिशन्स भाग मशीनिंग करताना, सब-स्पिंडल बेस मशीन रेलला लॉक केला जातो. मॅन्युफॅक्चरिंग प्रक्रियेद्वारे दोन हेडस्टॉक्सच्या समाक्षीय अचूकतेची हमी दिली जाते, परिणामी मशीन केलेल्या भागांची एकाग्रता उच्च प्रमाणात होते.


■ हेडस्टॉक स्पिंडल सिस्टीम, फिक्स्चर आणि ऑइल डिस्ट्रीब्युशन सिस्टीम समाकलित करतो आणि त्याची कॉम्पॅक्ट रचना आणि विश्वासार्ह ऑपरेशन आहे. विशिष्ट क्लॅम्पिंग व्यास आणि हेडस्टॉकची रुंदी ग्राहकाच्या एक्सल भागांद्वारे निर्धारित केली जाते.
मुख्य हेडस्टॉक बेल्ट आणि गियरच्या दोन टप्प्यांद्वारे मंद केले जाते, ज्यामुळे स्पिंडलला मोठा टॉर्क आउटपुट करता येतो. मुख्य हेडस्टॉकच्या डाव्या टोकाला आणि उप-हेडस्टॉकच्या उजव्या टोकाला अनुक्रमे भागांचे क्लॅम्पिंग लक्षात येण्यासाठी क्लॅम्प स्थापित केला जातो. जेव्हा मुख्य हेडस्टॉक भागांना फिरवायला चालवतो तेव्हा उप-हेडस्टॉक क्लॅम्प क्लॅम्पिंग भाग मुख्य हेडस्टॉकसह फिरतात.



फिक्स्चर तीन रेडियल सिलेंडर्सने सुसज्ज आहे (चार रेडियल सिलिंडर जर गोल मटेरियल आणि स्क्वेअर मटेरियल दोन्ही क्लॅम्प केलेले असतील तर), पिस्टन हायड्रॉलिक प्रेशरद्वारे परस्पर बदलला जातो आणि पिस्टनच्या शेवटी पंजे स्थापित केले जातात जेणेकरून स्वत: ची जाणीव होईल. भागांचे केंद्रीकरण. क्लॅम्पिंग. भाग बदलताना नखे बदलणे जलद आणि सोपे आहे. क्लॅम्पिंग फोर्स हायड्रॉलिक सिस्टम हायड्रॉलिक प्रेशरद्वारे समायोजित केले जाते. जेव्हा भाग मशीन केला जातो, तेव्हा क्लॅम्प मुख्य शाफ्टसह फिरतो आणि तेल वितरण प्रणाली क्लॅम्पला तेल पुरवते, जेणेकरून रोटेशन दरम्यान क्लॅम्पमध्ये पुरेसे क्लॅम्पिंग बल असते. क्लॅम्पमध्ये मोठ्या क्लॅम्पिंग फोर्स आणि मोठ्या पंजा स्ट्रोकचे फायदे आहेत.
■ग्राहकाच्या पोकळ ॲक्सल मशीनिंगनंतर एकसमान भिंतीच्या जाडीच्या समस्येचे निराकरण करण्यासाठी, मशीन स्वयंचलित वर्कपीस तपासणी डिव्हाइससह सुसज्ज केली जाऊ शकते. एक्सल क्लॅम्पिंग पूर्ण झाल्यानंतर, वर्कपीस आपोआप शोधते की प्रोब वर्कपीसची स्थिती वाढवते आणि मोजते; मोजमाप पूर्ण झाल्यानंतर, उपकरण बंद जागेत मागे घेते.


पोकळ एक्सलच्या वेगवेगळ्या मशीनिंग प्रक्रियेसाठी, जर बेअरिंग पोझिशन क्लॅम्पिंग संदर्भ म्हणून वापरली गेली असेल, तर स्वयंचलित क्लॅम्पिंग आणि क्लॅम्पिंगसह मशीनची रचना निवडली जाऊ शकते आणि मुख्य आणि सहाय्यक स्पिंडल हेडच्या दोन्ही बाजूंना प्रोग्राम करण्यायोग्य टेलस्टॉक प्रदान केला जातो. एका मशीनची आवश्यकता. एकावेळी दोन टप्प्यांची प्रक्रिया पूर्ण होणे अपेक्षित आहे. त्याच वेळी, ते स्वयंचलित लोडिंग आणि अनलोडिंगच्या भागांना अधिक आणि चांगले पर्याय देखील बनवते.
■ डावे आणि उजवे टूल धारक सामान्य रोटरी टूल होल्डर किंवा पॉवर बुर्जसह सुसज्ज असू शकतात. त्यांच्याकडे ड्रिलिंग आणि मिलिंग फंक्शन्स आहेत, जे मुख्य भागांचे ड्रिलिंग आणि मिलिंग पूर्ण करू शकतात.
■मशीन टूल पूर्णपणे बंद आहे आणि स्वयंचलित स्नेहन उपकरण आणि स्वयंचलित चिप काढण्याचे उपकरण (समोर) सज्ज आहे. यात चांगली संरक्षण कार्यक्षमता, सुंदर देखावा, सोपे ऑपरेशन आणि सोयीस्कर देखभाल आहे.
■ तपशील मशीन वैशिष्ट्ये आणि कॉन्फिगरेशन एक्सल आवश्यकता आणि ग्राहकांच्या आवश्यकतांनुसार निर्धारित केले जातात आणि येथे पुनरावृत्ती होणार नाही.



तुमचे लक्ष दिल्याबद्दल धन्यवाद!“उच्च दर्जाचे, त्वरित वितरण, स्पर्धात्मक किंमत” मध्ये टिकून राहून, आम्ही आता परदेशातील आणि देशांतर्गत ग्राहकांसह दीर्घकालीन सहकार्य प्रस्थापित केले आहे आणि ग्राइंडिंग व्हीलसह टॉप सप्लायर्स चायना हेवी ड्यूटी लेथ मशीनसाठी नवीन आणि जुन्या ग्राहकांच्या भरीव टिप्पण्या मिळवल्या आहेत. टर्निंग मेटॅलर्जी रोल सिलिंडरसाठी, आम्ही सर्व उत्सुक खरेदीदारांना आमच्या वेब पृष्ठावर जाण्यासाठी आमंत्रित करतो किंवा अधिक माहितीसाठी आम्हाला त्वरित कॉल करतो.
टॉप सप्लायर्स चायना सीएनसी लेथ, हॉरिझॉन्टल लेथ मशीन, कस्टम ऑर्डर वेगवेगळ्या दर्जाच्या ग्रेड आणि ग्राहकाच्या खास डिझाइनसह स्वीकार्य आहेत. आम्ही जगभरातील ग्राहकांकडून दीर्घ मुदतीसह व्यवसायात चांगले आणि यशस्वी सहकार्य प्रस्थापित करण्यास उत्सुक आहोत.